E-Mail-Formatfehler
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd







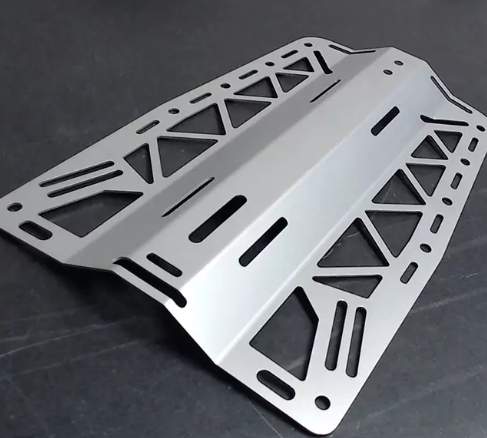
Biegeteil
Prozess, der als "Biegen von Teilen" bekannt ist.Metallische Werkstoffe werden beim Biegen grundsätzlich durch eine elastisch-plastische Reaktion verformt.Das Werkstück zeigt nach der Entlastung eine gerichtete elastische Erholungsverformung, die oft als Rückfederung bezeichnet wird.Die Präzision des Werkstücks wird durch die Rückfederung beeinflusst, eine entscheidende Technologie, die beim Biegen berücksichtigt werden muss.

Biegeteil
Biegeteile beziehen sich auf einen Stanzprozess der plastischen Formgebung, der Metallmaterialien in einen bestimmten Winkel, eine bestimmte Krümmung und eine bestimmte Form biegt.Das Biegen metallischer Werkstoffe ist im Wesentlichen ein elastisch-plastischer Verformungsprozess.Nach dem Entladen erzeugt das Werkstück eine gerichtete elastische Erholungsverformung, die als Rückfederung bezeichnet wird.Die Rückfederung beeinflusst die Genauigkeit des Werkstücks und ist eine Schlüsseltechnologie, die im Biegeprozess berücksichtigt werden muss.
DerStandardspezifikationvonBiegeteil
| Material |
Aluminium, Kupfer, Edelstahl, Eisen, PE, PVC, ABS, Nylon usw. |
| wird bearbeitet |
CNC-Drehen, Fräsen, Bohren, Drehmaschine, Gewindeschneiden, Buchsen, Oberflächenbehandlung usw. |
| Oberflächenbehandlung |
Polieren, allgemeine/Hart-/Farboxidation, Oberflächenfasen, Anlassen, Sandstrahlen, Metallisieren, Polieren, Lackieren, Pulverbeschichten, Bürsten, Siebdruck, Lasergravur usw. |
| Toleranz |
+/- 0,01 mm, 100% QC-Qualitätsprüfung vor Auslieferung, kann Qualitätsprüfformular bereitstellen |
| Logo |
Siebdruck, Laserbeschriftung |
| Größe |
Akzeptieren Sie benutzerdefinierte Größe. |
| Farbe |
Weiß, Schwarz, Silber, Rot, Grau, Pantone und RAL usw |
| Zeichnungsformat |
DWG, DXF, STEP, IGS, 3Ds, STL, SKP, Al, PDF, JPG, Entwurf. |
| Probe Vorlaufzeit |
Keine Oberflächenbehandlung, 1-3 Werktage.Oberflächenbehandlung erforderlich, 3-5 Werktage. |
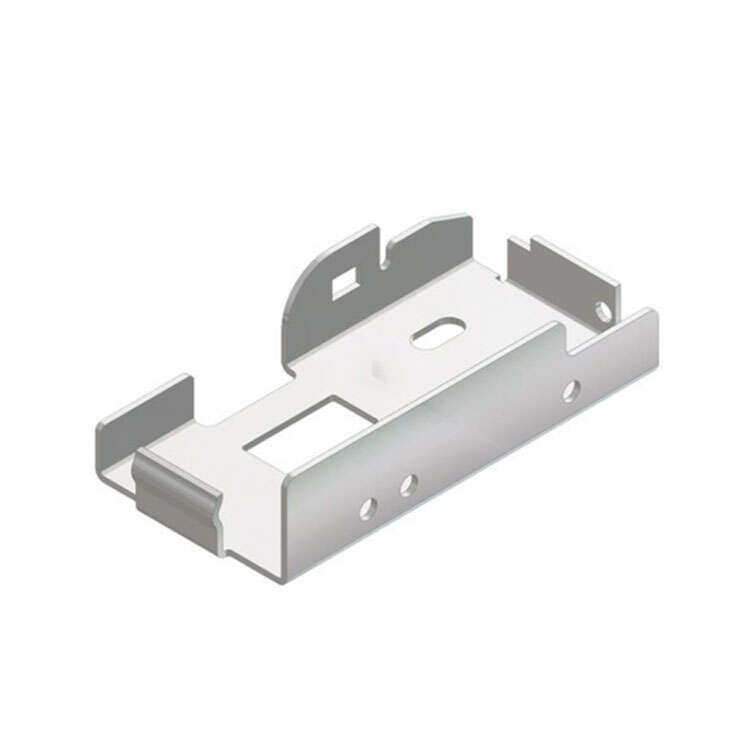
IhnenHerstellbarkeit des Biegeteils
1. Wenn die Platte gebogen wird und die Ausrundung der Biegung zu klein ist, treten leicht Risse an der Außenfläche auf.Wenn die Kehle der Biegung zu groß ist, kann die Genauigkeit des gebogenen Teils aufgrund der Auswirkungen der Rückfederung nicht garantiert werden.
2. Die Länge der gebogenen Kante sollte nicht zu klein sein, da es sonst nicht einfach ist, Teile mit genauer Form zu erhalten.
3. Die Biegelinie sollte sich nicht an dem Teil befinden, an dem sich die Breite des Teils verformt, um ein Reißen zu vermeiden.Wenn es bei einer plötzlichen Breitenänderung gebogen werden muss, sollte das Prozessloch oder die Prozessnut vorab gestanzt werden.
4. Wenn der Rohling mit Löchern gebogen wird und sich die Löcher und Rillen in der Nähe der Biegung befinden, werden die Löcher beim Biegen verformt.Um solche Defekte zu vermeiden, müssen die Poren außerhalb der Verformungszone verteilt werden.
5. Bei symmetrischen Biegeteilen sollten linker und rechter Biegeradius übereinstimmen und der Kräfteausgleich während des Biegevorgangs gewährleistet sein, um ein Verrutschen zu verhindern.
6. Bei der Kennzeichnung der relevanten Abmessungen der Biegeteile sollte die Verarbeitungstechnologie berücksichtigt werden, zuerst stanzen und dann biegen, die Genauigkeit der Abmessung L ist einfach zu garantieren und bequem zu verarbeiten.